
Le Musée du Moulin de la Blies nous présente tout le processus de fabrication de la Faïence de Sarreguemines. Une visite pour ne plus jamais voir nos assiettes du même oeil!
Faïencerie de Sarreguemines
Le Moulin de la Blies, devenu Musée des Techniques Faïencières, se situe sur les berges de la Blies, une rivière franco-allemande affluent de la Sarre. Le site qui exploitait la force du courant pour faire fonctionner les nombreux broyeurs et malaxeurs servait à la préparation des pâtes à faïences. Il a été, entre 1825 et 1969, l’une des nombreuses unités de fabrication de pâtes à faïence, à grès et à porcelaine de la Faïencerie de Sarreguemines.
")
")
")
")
Musée des Techniques Faïencières
Dans les étages du moulin où se trouvaient autrefois les machines pour broyer les matières dures sont rassemblés les postes de travail et les objets qui permettent d’évoquer l’ensemble des étapes du processus de fabrication de la faïence. Les activités décrites dans le musée se déroulaient non seulement sur le site de la Blies mais aussi dans les différents ateliers du centre de la ville.

C’est comme si rien n’avait bougé depuis le départ des ouvriers. Sur les tables, des piles d’assiettes semblent prêtes à être cuites ou décorées. On découvre des chariots de pâtes crues, de machines et de fours à séchoir chargés de pièces. De la préparation de la pâte aux différentes cuissons en passant par la décoration, le visiteur découvre les techniques de fabrication de la faïence aux 19e et 20e siècles.

Le site au début du 20e siècle
L’usine de cailloutage et de préparation des pâtes du Moulin de la Blies était une unité de fabrication complémentaire à l’usine principale de Sarreguemines. Elle étendait ses bâtiments de fabrication et de stockage sur plus de 4 hectares. Les pâtes à faïences étaient acheminées en bateau vers la manufacture du centre ville. Le Moulin de la Blies disposait de sa propre cité ouvrière depuis le milieu du 19e siècle. Vers 1900, elle abritait treize familles.

De l’argile au biscuit
Les premières étapes de la fabrication d’un objet en faïence sont complexes. Il faut dans un premier temps préparer les éléments qui, mélangés, vont constituer les différentes pâtes utilisées à la manufacture. Plusieurs techniques de façonnage sont mises en oeuvre et permettent de réaliser les formes souhaitées. Après leur séchage, les objets façonnés sont cuits une première fois. On obtient le biscuit.

Les pâtes à faïence
La pâte de la faïence fine est le résultat de divers composants selon des formules qui varient avec le temps et selon la qualité recherchée. Chaque composant joue dans la pâte un rôle particulier. Il y a les matières plastiques qui forment le corps de la pâte, argile, kaolin… Puis les dégraissants qui diminuent la plasticité des argiles, quartz, silex, craie… Et enfin les fondants qui lient les différents éléments de la pâte, phosphate de chaux, feldspath….

L’argile
Les argiles sont des minéraux à grain fin qui proviennent de la décomposition de roches. La propriété fondamentale des argiles réside dans leur plasticité. Mélangées à de l’eau, elles constituent une pâte qui peut être cuite sans se déformer. Cependant, il est nécessaire de la combiner avec d’autres matériaux pour limiter les retraits au séchage (dégraissant) et faciliter la fusion (fondant). Les argiles utilisées à Sarreguemines provenaient du Palatinat, de la région de Provins ou d’Angleterre.
Le kaolin
Le mot kaolin vient du chinois Kaoling, nom de la montagne où il était extrait en Chine. A Sarreguemines, il provenait du Morbihan et d’Angleterre. Le kaolin est une matière très blanche, friable, tendre et plastique. Mélangé à de l’argile, il est essentiellement utilisé dans les pâtes à porcelaine. Mais au début du 19e siècle, il fut introduit dans les pâtes à faïences fines dures pour apporter de la blancheur.

Les galets
Composées essentiellement de silice comme les sables purs, les galets de mer utilisés à Sarreguemines provenaient des côtes de la Manche et de la Mer du Nord. Ils doivent être fortement calcinés avant leur broyage. Introduits dans les pâtes, les galets apportent la blancheur et permettent d’éviter les craquelures des émaux.
Le feldspath
Importé de Sarre et de Norvège, le feldspath est une roche dure qui est broyée finement. Elle rend les pâtes céramiques moins plastiques et diminue le retrait au séchage. Le feldspath agit également comme fondant et permet ainsi de réduire la température des cuissons.

Le raffermissement de la pâte
Le filtre-presse est composé de nombreux cadres en chêne ou en métal supportant des toiles. L’argile liquide était injectée dans ces structures. On pressait l’ensemble pour évacuer l’eau et récupérer la masse plastique sous forme de plaques que l’on empilait sur des wagons. Ce travail était physiquement éprouvant, les ouvriers évoluant constamment dans un milieu humide.

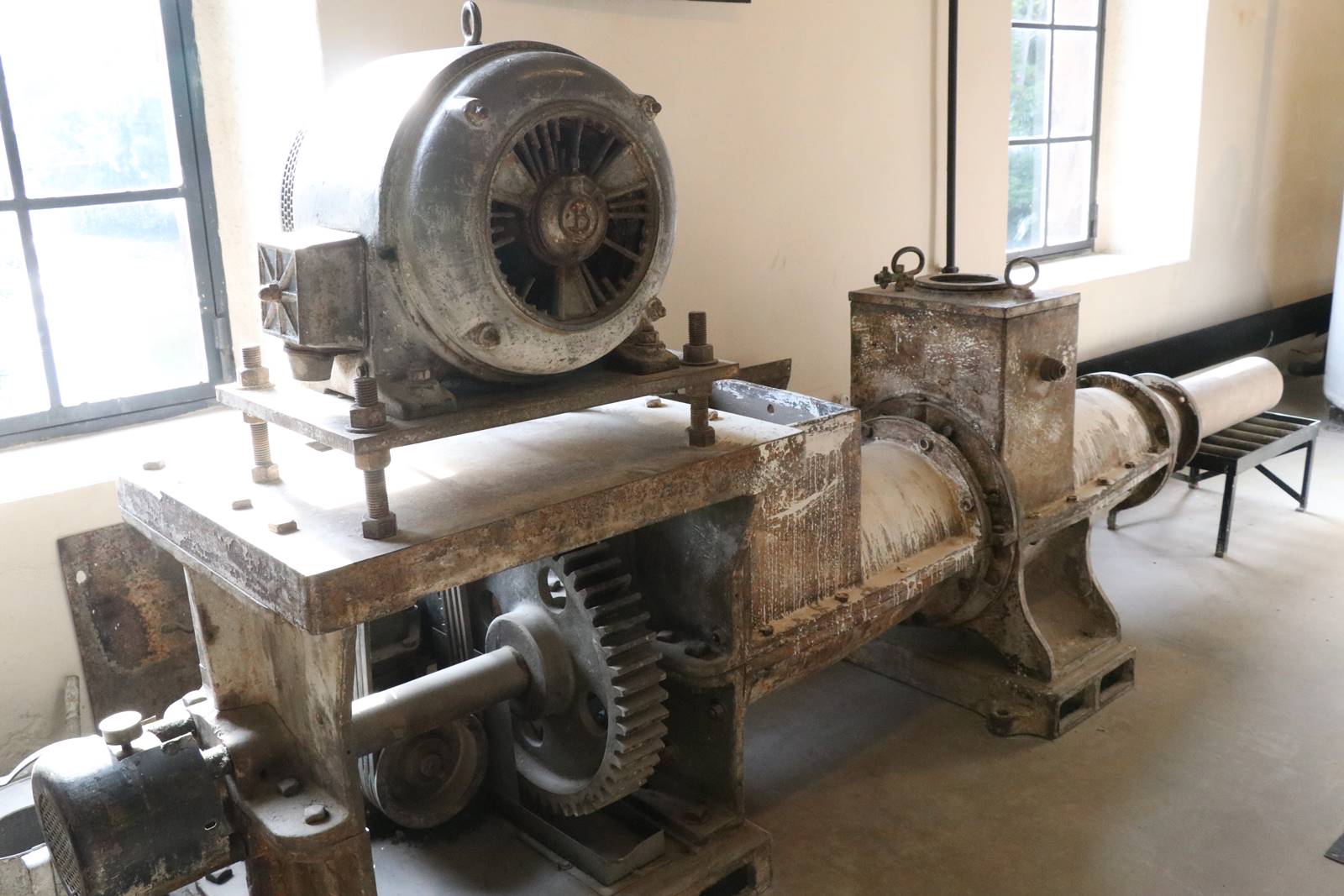
Le malaxage
Après leur raffermissement dans les filtres-presse, les pâtes devaient subir une ultime préparation avant de pouvoir être façonnées. Cette opération, appelée malaxage, permettait d’homogénéiser les pâtes en éliminant l’air qui s’y trouvait. Elle s’effectuait dans les malaxeurs. La matière traversait une chambre à vide avant d’être comprimée par une hélice. Elle ressortait à travers une filière sous la forme d’un colombin, sorte de boudin de matière.
Le coulage
La technique du coulage utilise la propriété absorbante du plâtre. On introduisait de la barbotine dans un moule qui retenait l’eau contenue dans le mélange. La masse en suspension se déposait alors sur ses parois. Lorsque l’épaisseur souhaitée était atteinte, on vidait le trop-plein et on laissait sécher avant de démouler.
")
")
L’estampage
Technique de moulage très ancienne et efficace, l’estampage se réalise en appliquant une plaque d’argile ou croûte sur une forme déterminée dont elle va épouser le relief. On la pratique pour des formes plates, ovales ou rectangulaires. En assemblant par collage des éléments estampés, on réalisait des modèles complexes. La mécanisation ne remplaça que tardivement le contact direct entre la main et la matière.
")
")
Le calibrage
Réalisé au tour avec un bras articulé, le calibrage donnait le profil souhaité au produit. L’argile mis en rotation dans un moule était mise en forme par le calibre appliqué par l’ouvrier. Cette techniquement concernait des formes circulaire simples, des assiettes, bols, tasses et soucoupes.

Le garnissage
Le garnissage permet de rajouter les anses et becs verseurs que l’on colle au moyen de barbotine aux corps des tasses, théières et autres récipients. La découpeuse d’anses qui était utilisée dans l’atelier était un outil de travail créé dans les ateliers de la faïencerie de Sarreguemines.
")
")
")
Les fours
La cuisson est la phase la plus délicate du processus de fabrication. Son but est de provoquer par la chaleur les réactions et les transformations des composants des pâtes afin d’obtenir une nouvelle matière : le biscuit. La manufacture s’équipa, en 1920, d’un four en forme de tunnel chauffé dans sa partie centrale par plusieurs brûleurs à gaz fixes. Ce système remplaça progressivement les fours du 19e siècle.

La première cuisson
Les pièces à cuire étaient placées sur des wagonnets équipés de plaques réfractaires séparées par des piliers. Une épaisse dalle isolait les roues des effets de la chaleur. Le chargement ne parcourait qu’un à deux mètres par heure. La température augmentait progressivement pour atteindre au centre du four 1160°, voir 1250° suivant les pâtes. La cuisson durait 48 heures.

Décor à la main
Même dans un processus de production industriel, les ouvriers réalisaient de nombreux décors au pinceau, soit pour peindre des sujets figurés, soit pour souligner les objets de filets de couleur. On confiait cette tâche aux personnes qui manifestaient une grande habilité dans le dessin et la peinture.

Le poncif
Pour réaliser facilement et en série des sujets peints, on pouvait grâce au poncif préparer le tracé des coups de pinceaux. Le poncif est une feuille de papier calque ou d’étain percée d’une multitude de trous qui reproduisent le contour des décors en pointillé. Posé sur la pièce à décorer, il est saupoudré de graphite qui traverse les trous et viennent se déposer sur la céramique.
")
")
Décor au tampon
Certains motifs simples et répétitifs étaient réalisés par impression d’un décor découpé dans un morceau de bois, de bouchon ou dans une petite éponge. Cette technique était destinée plus particulièrement aux objets courants. Par la suite, les tampons furent montés sur roulettes cylindriques, permettant un travail plus soigné.

Décor au pochoir
Le pochoir est une plaque de métal découpée au travers de laquelle on peint des plages de couleurs au moyen d’un pinceau ou d’un pistolet. La juxtaposition de surfaces colorées permettait de réaliser des décors polychromes.
")
")
")
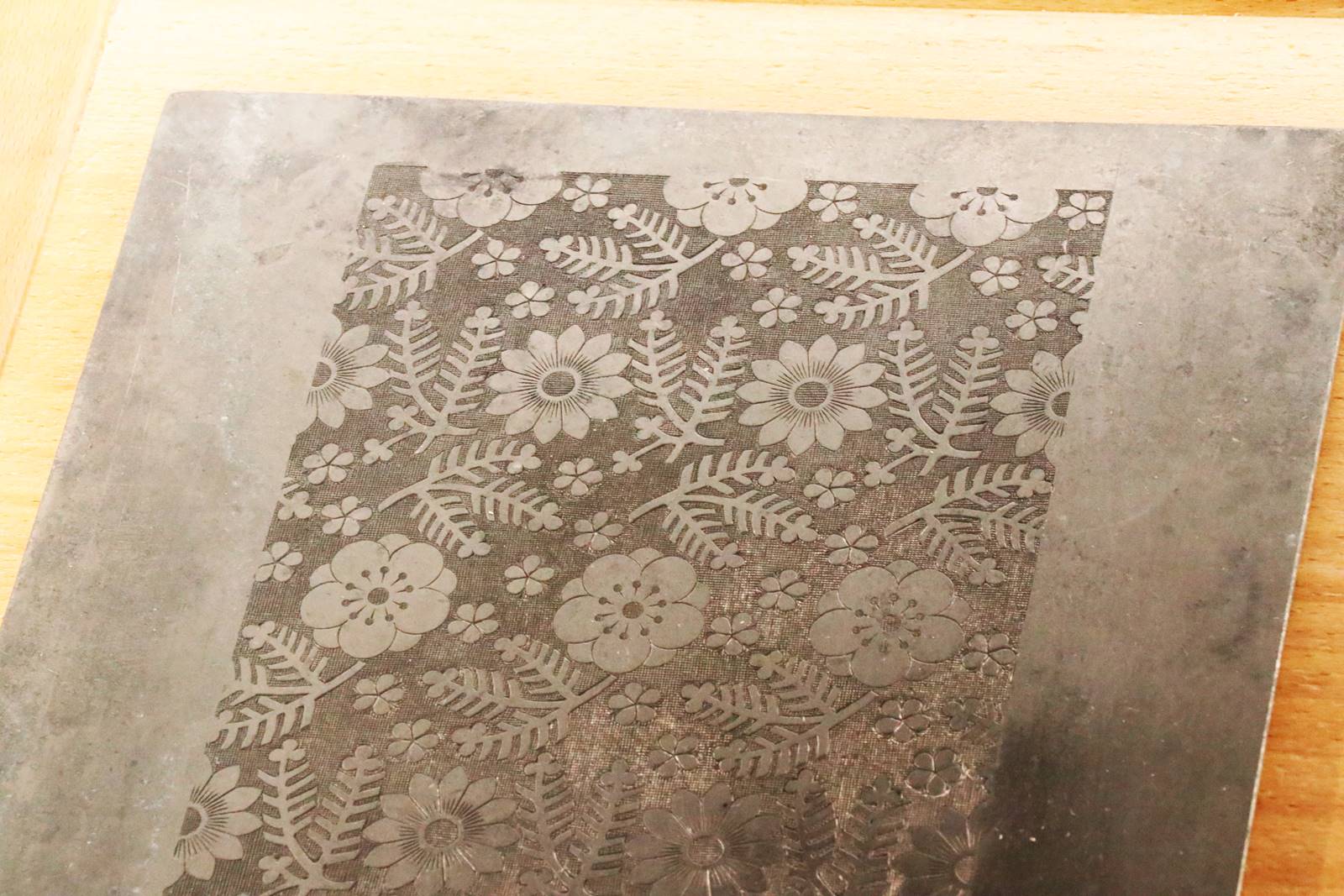
L’impression sur cuivre
A Sarreguemines, cette technique ne fut employée que vers 1825. Ce procédé de décoration par impression utilisait des planches de cuivre ou d’acier gravées en taille douce au moyen de burins. Cela permettait de reproduire rapidement et en grand nombre des motifs ornementaux monochromes souvent complexes que l’on appliquait par transfert sur la faïence.
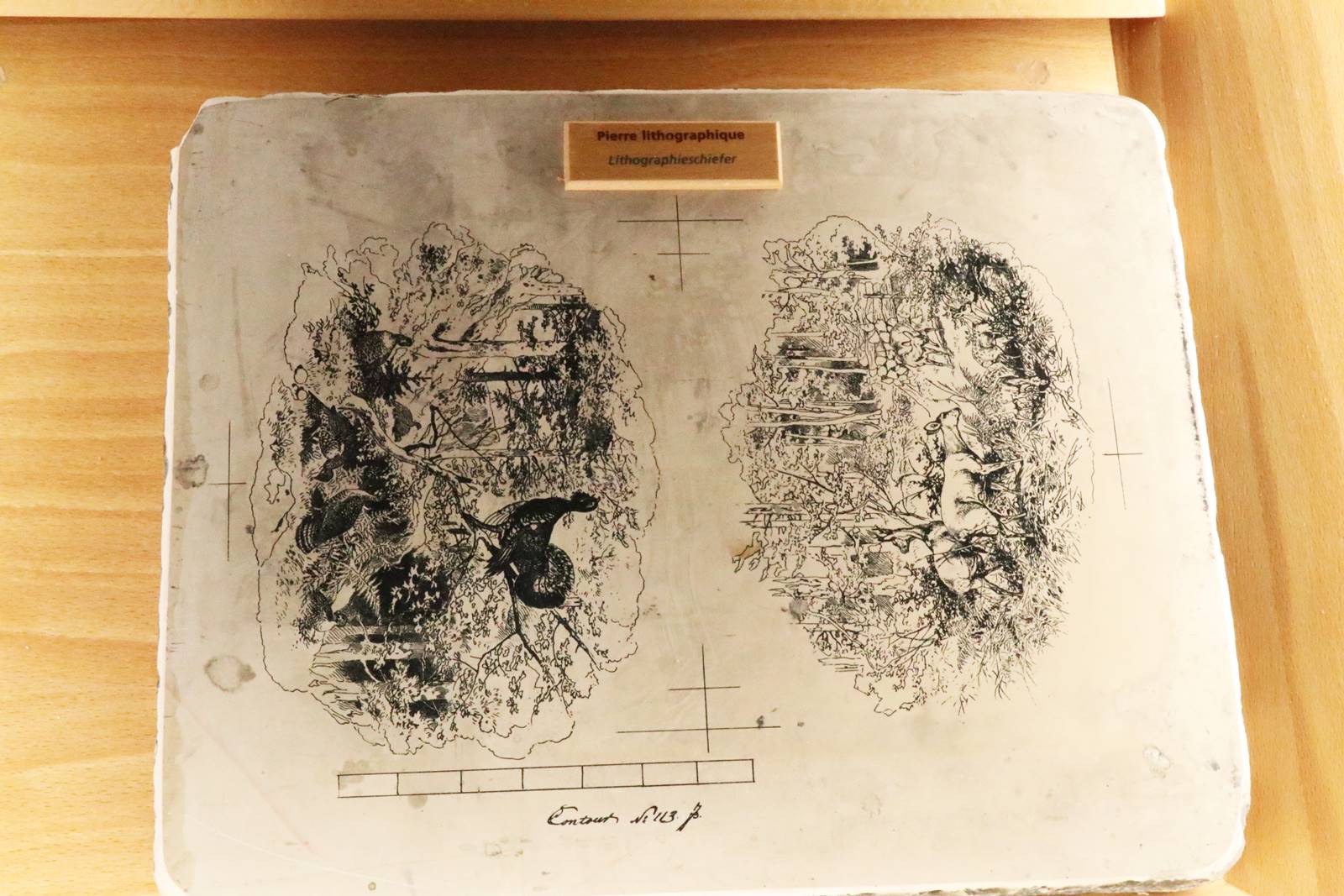
La lithographie
A la fin du 19e siècle, les procédés lithographiques rendent possible la réalisation de motifs polychromes. Le décor était porté sur une pierre au grain très fin puis couvert d’une couche de vernis. On y pressait une feuille de papier qui était saupoudrée de couleur avant séchage du vernis. Chaque pierre correspondait à une couleur. Le décor était ensuite transféré sur l’objet.
La sérigraphie
Ce procédé d’impression par lithographie fut remplacé vers 1965 par la sérigraphie. Les décalcomanies ou chromos sont imprimés à l’aide d’écrans constitués d’une trame à mailles fines tendue dans un cadre rigide. Comme avec un pochoir, les mailles constituant le décor sont laissées libres pour le passage des encres tandis que la reste de la trame est colmaté à l’aide d’un vernis. La pose de ces décors sur les pièces biscuitées ou revêtues de leur glaçure, brutes ou cuites, est aisée. Le chromo est détaché de son support en papier et posé sur la pièce.

Les glaçures
L’émaillage est réalisé avant ou parfois après la décoration. Cela consiste à recouvrir les pièces d’une fine couche de composition chimique qui, après cuisson, donne une surface vitrifiée et transparente. Cet enduit vitreux imperméabilise l’objet, lui donne un plus bel aspect et rend son utilisation plus pratique.

La cuisson du décor
Les pièces décorées et recouvertes de leur glaçure transparente étaient cuites une seconde fois dans un four à environ 1060°. C’était la cuisson dite de «grand feu». Si le décor était peint ou imprimé sur la glaçure, une troisième cuisson à environ 800° était nécessaire. C’était la cuisson de «petit feu».

Le service Obernai
Vers 1902, la faïencerie de Sarreguemines demande à Henri Loux (1873-1907) de créer des décors pour des assiettes. L’artiste alsacien réalise alors une importante série de motifs figurant des paysages et des scènes de la vie traditionnelle aslacienne. Le service «Loux» qui deviendra le service «Obernai» connut très vite un très grand succès. Sarreguemines en fit sa production la plus importante au cours du 20e siècle.

Musée des Techniques Faïencières, Moulin de la Blies et Jardin des Faïenciers, 125 avenue de La Blies, Sarreguemines, France. Billet couplé avec le Musée de la Faïence. https://www.tourisme-lorraine.fr/ et https://www.sarreguemines-museum.fr/fr/ et https://www.sarreguemines-museum.fr/fr/decouvrir/moulin-de-la-blies
Rendez-vous dans la rubrique Voyages, Europe, France, pour découvrir mes reportages sur le Musée de la Faïence de Sarreguemines, mes city guides sur Metz, sur Nancy, la Cristallerie Saint-Louis, le Site verrier de Meisenthal, les Boules de Noël de Meisenthal, la Villa Majorelle, l‘Ecole de Nancy, le Massif des Vosges en hiver, la Confiserie des Hautes Vosges, Notre-Dame du Haut de Le Corbusier, la Ferme aux Rennes dans les Vosges, ou cliquez sur les liens.
